
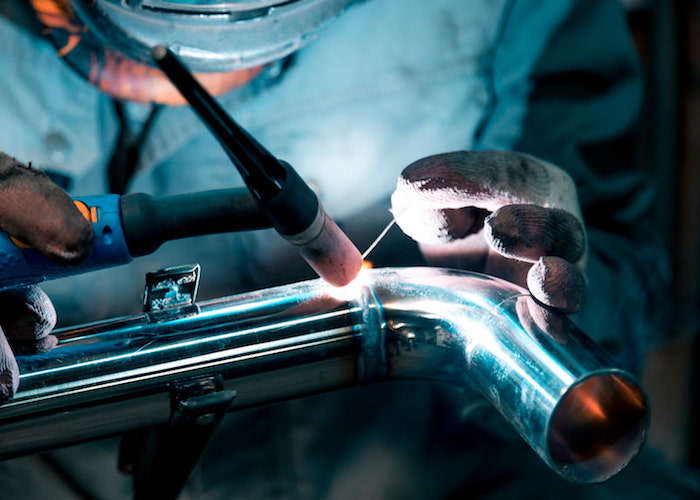
جوشکاری آرگون یا جوشکاری TIG یکی از روشهای محبوب برای اتصال فلزات است که به دلیل کیفیت بالا و دقت زیاد در صنایعی مانند خودروسازی، صنایع هوایی و ساخت قطعات حساس استفاده میشود. اما یکی از مشکلات رایج در این روش، سیاه شدن جوش آرگون است. این اتفاق میتواند کیفیت جوش را کاهش دهد و باعث ضعف در استحکام و زیبایی آن شود. در این مقاله، دلایل سیاه شدن جوش آرگون را بررسی کرده و بهترین راهکارهای جلوگیری از آن را معرفی میکنیم. همچنین، محصولات برتر جوشکاری از تکنوتامین را به شما معرفی خواهیم کرد تا بتوانید کیفیت جوشهای خود را به بالاترین سطح برسانید.
چرا جوش آرگون سیاه میشود؟
سیاه شدن جوش آرگون معمولاً به دلیل عوامل مختلفی مانند آلودگی گاز محافظ، تنظیمات نادرست جریان گاز، استفاده از الکترود نامناسب یا آلودگی سطح فلز پایه رخ میدهد. در ادامه، مهمترین دلایل این مشکل را بررسی میکنیم:
1. آلودگی گاز محافظ (آرگون)
گاز آرگون وظیفه محافظت از حوضچه جوش را در برابر اکسیژن و سایر گازهای محیطی دارد. اگر گاز محافظ ناخالصی داشته باشد یا میزان خروجی آن کمتر از حد لازم باشد، اکسیژن به منطقه جوش نفوذ کرده و باعث اکسیداسیون و سیاه شدن جوش میشود.
2. فشار و دبی نامناسب گاز آرگون
تنظیم نادرست فشار و دبی گاز آرگون میتواند باعث ورود هوای محیط به ناحیه جوش شود. میزان استاندارد جریان گاز محافظ معمولاً بین 8 تا 15 لیتر در دقیقه است، اما این مقدار بسته به نوع فلز و ضخامت آن ممکن است تغییر کند.
3. آلودگی سطحی قطعه کار
اگر سطح فلز دارای چربی، گرد و غبار، اکسید یا زنگزدگی باشد، هنگام جوشکاری واکنش داده و باعث تغییر رنگ و سیاه شدن جوش خواهد شد. برای جلوگیری از این مشکل، سطح فلز باید کاملاً تمیز و عاری از آلودگی باشد.
4. استفاده از الکترود نامناسب یا آلوده
الکترودهای تنگستن در جوشکاری آرگون نقش مهمی دارند. اگر نوک الکترود آلوده یا خراب باشد، جرقهها و ناخالصیها وارد حوضچه جوش شده و باعث تغییر رنگ و سیاه شدن آن خواهند شد. همچنین، استفاده از نوع اشتباه الکترود تنگستن برای یک فلز خاص، میتواند نتیجهای نامطلوب ایجاد کند.
5. تنظیمات نادرست دستگاه جوشکاری
برخی از پارامترهای مهم که میتوانند در کیفیت جوش آرگون تأثیر بگذارند عبارتند از:
• شدت جریان و نوع قطبیت مناسب
• فاصله صحیح نازل گاز از سطح جوش
• تنظیم صحیح فرکانس و پالس در جوشکاری AC
عدم رعایت این موارد میتواند موجب جوشکاری ضعیف و سیاه شدن محل جوش شود.

چگونه از سیاه شدن جوش آرگون جلوگیری کنیم؟
برای جلوگیری از سیاه شدن جوش، باید عوامل تأثیرگذار را کنترل کرده و تجهیزات مناسبی استفاده کنید. در ادامه، راهکارهای مؤثر برای بهبود کیفیت جوشکاری آرگون ارائه شده است:
- استفاده از گاز آرگون خالص و تنظیم صحیح فشار
• از گاز آرگون خالص با خلوص 99.99% استفاده کنید.
• فشار و دبی گاز را بهدرستی تنظیم کنید تا از ورود اکسیژن جلوگیری شود.
- تمیز کردن سطح قطعه کار قبل از جوشکاری
• برای پاک کردن روغن، گریس و آلودگی، از استون یا برس سیمی استیل استفاده کنید.
• اکسیدهای سطحی آلومینیوم را با فرچه استیل ضدزنگ تمیز کنید.
- استفاده از الکترود تنگستن مناسب
• برای جوشکاری استیل و آلومینیوم از الکترود تنگستن با ترکیب صحیح (مثلاً تنگستن توریمدار یا لانتاندار) استفاده کنید.
• نوک الکترود را بهدرستی تیز و تمیز کنید.
- تنظیم صحیح دستگاه جوشکاری
• از دستگاه جوش با قابلیت تنظیم دقیق پارامترها استفاده کنید.
• قطبیت مناسب (DC یا AC) را با توجه به جنس فلز انتخاب کنید.
• فاصله نازل گاز را در حدود 5 تا 10 میلیمتر از محل جوش حفظ کنید.
- استفاده از تجهیزات جوشکاری باکیفیت
• یک تورچ جوشکاری مناسب انتخاب کنید که دارای نازل و سرامیکهای باکیفیت باشد.
• استفاده از دستگاههای جوشکاری پیشرفته با کنترل دیجیتال میتواند به بهبود کیفیت جوش کمک کند.

معرفی محصولات برتر جوشکاری از تکنوتامین
برای جوشکاری باکیفیت و بدون نقص، استفاده از تجهیزات مناسب و گاز محافظ استاندارد ضروری است. فروشگاه تکنوتامین بهعنوان یکی از معتبرترین تأمینکنندگان تجهیزات جوشکاری، بهترین محصولات را برای جوشکاری آرگون ارائه میدهد. برخی از محصولات پیشنهادی عبارتند از:
1. الکترود 7018 – مناسب برای جوشکاری فولادهای ساختمانی
مشخصات و مزایا:
دارای روکش قلیایی (کمهیدروژن) برای جوشکاری تمیز و بدون پاشش
استحکام کششی بالا و مقاومت عالی در برابر ترکخوردگی
ایجاد جوشهایی با کیفیت بالا و سطح یکنواخت
کاربردها:
جوشکاری اسکلتهای فلزی ساختمانی و صنعتی
اتصال قطعاتی که تحت فشار و تنشهای بالا قرار دارند
جوشکاری سازههای فلزی، پلها، مخازن تحت فشار و خطوط لوله
چرا الکترود 7018 از سیاه شدن جوش جلوگیری میکند؟
• به دلیل روکش قلیایی و کمهیدروژن، این الکترود باعث کاهش ناخالصیهای سطحی و جلوگیری از اکسیداسیون در حوضچه جوش میشود.
• پوشش محافظ الکترود، ورود اکسیژن را محدود کرده و از ایجاد رنگهای غیرطبیعی و دوده روی جوش جلوگیری میکند.
• هنگام استفاده از این الکترود، تنظیم آمپر مناسب و تمیزکاری قبل از جوشکاری میتواند کیفیت جوش را بیشتر افزایش دهد.
محصول مرتبط: الکترود 7018 ایساب
2. الکترود 309 – ایدهآل برای جوشکاری فولادهای ناهمجنس و استیل به فولاد ساده
مشخصات و مزایا:
مناسب برای جوشکاری فولاد زنگنزن به فولاد معمولی
دارای مقدار زیادی کروم و نیکل برای افزایش مقاومت در برابر خوردگی و اکسیداسیون
ایجاد جوشهایی با استحکام بالا و سطح صاف
کاربردها:
اتصال فولادهای زنگنزن به فولادهای کربنی یا آلیاژی
جوشکاری در محیطهای با دمای بالا و شرایط خورنده
ساخت قطعات صنعتی، پتروشیمی، صنایع غذایی و نیروگاهی
چرا الکترود 309 سیاه شدن جوش را کاهش میدهد؟
• به دلیل وجود عناصر آلیاژی مانند کروم و نیکل، این الکترود مقاومت بسیار بالایی در برابر اکسیداسیون دارد و باعث میشود جوش کمتر دچار تغییر رنگ و سیاه شدن شود.
• با ایجاد یک لایه محافظ روی سطح جوش، از ورود اکسیژن و سایر ناخالصیهای هوا به ناحیه جوش جلوگیری میکند.
• برای بهترین نتیجه و جلوگیری از سیاه شدن جوش، استفاده از گاز محافظ آرگون یا ترکیب آرگون-هلیوم توصیه میشود.
محصول مرتبط: الکترود 309 ایساب

3. الکترود 316 – بهترین گزینه برای جوشکاری فولادهای ضدزنگ در محیطهای خورنده
مشخصات و مزایا:
مناسب برای جوشکاری فولادهای زنگنزن سری 316 و 316L
مقاومت عالی در برابر خوردگی، رطوبت و محیطهای اسیدی
ایجاد جوشهایی با سطح بسیار تمیز و بدون پوسته یا دوده
کاربردها:
صنایع غذایی، دارویی و پزشکی (به دلیل مقاومت در برابر زنگزدگی)
جوشکاری قطعات مورد استفاده در آب دریا و محیطهای شیمیایی
جوشکاری سیستمهای پایپینگ و تجهیزات پالایشگاهی
چرا الکترود 316 بهترین گزینه برای جلوگیری از سیاه شدن جوش است؟
• این الکترود حاوی مولیبدن است که علاوه بر افزایش مقاومت به خوردگی، از ایجاد تغییر رنگ و زنگزدگی روی سطح جوش جلوگیری میکند.
• حوضچه جوش پایدار و تمیزتری ایجاد میکند که احتمال سیاه شدن و تشکیل پوستههای ناخواسته را کاهش میدهد.
• برای نتیجه بهتر، میتوان از فرایند پسگرمایش (Post Weld Heat Treatment) و تمیزکاری با برس استیل پس از جوشکاری استفاده کرد.

جمعبندی
سیاه شدن جوش آرگون یکی از مشکلات رایج در جوشکاری TIG است که معمولاً به دلیل آلودگی گاز محافظ، تنظیمات نادرست، الکترود نامناسب یا سطح آلوده فلز پایه اتفاق میافتد. برای جلوگیری از این مشکل، باید از گاز خالص، فشار مناسب، تجهیزات باکیفیت و تکنیکهای صحیح جوشکاری استفاده کنید. همچنین، استفاده از محصولات استاندارد از فروشگاههای معتبر مانند تکنوتامین میتواند به شما کمک کند تا جوشهایی تمیز، مستحکم و بدون سیاهشدگی داشته باشید.