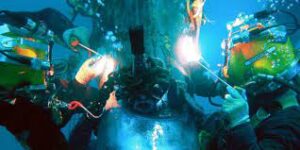

جوشکاری زیر آب چیست؟
جوشکاری زیر آب چیست و چگونه انجام می شود؟
سکو و اسکله های در آب، دکل های نفتی، لوله کشی گاز در دریا و … همگی از جمله سازه هایی هستند که برای ایجاد آن ها نیاز به تکنولوژی جوشکاری داریم. گاهی اوقات نیز بروز حوادثی مانند طوفان، باعث می شود این سازه ها احتیاج به تعمیر و بازسازی توسط جوشکاری پیدا کنند. در ادامه همراه ما باشید تا به بررسی جوشکاری زیر آب و مزایا و معایب آن بپردازیم:
- ایده استفاده از تکنولوژی جوشکاری در زیر آب، زمانی مطرح شد که کشتی ها در زمان جنگ جهانی دوم دچار آسیب می شدند و نیاز به تعمیر پیدا می کردند. در شرایط جنگی نیاز بود تا کشتی ها در کمترین زمان ممکن و با کمترین هزینه تعمیر شده و دوباره قابل استفاده شوند. از آنجایی که انتقال کشتی ها به خشکی و تعمیر آن ها زمان بر و پر هزینه بود، استفاده از جوشکاری در زیر آب در این سال ها مرسوم شد.
پس از اتمام جنگ جهانی دوم، بار دیگر در شروع دهه هفتاد میلادی، جوشکاری زیر آب (Underwater Welding) اهمیت زیادی پیدا کرد. در این برهه زمانی استخراج نفت و گاز از دریا، در اقتصاد و صنعت دریایی بسیار تاثیر گذار شده بود. نحوه انجام جوشکاری زیر آب در حالت کلی تفاوت چندانی با جوشکاری معمول ندارد، اما روشن است که روش آماده سازی تجهیزات جوشکاری و مهارت جوشکار زیر آب با روش های معمولی و متداول جوشکاری متفاوت است. همچنین خطرات جوشکاری زیر اّب نیز از دیگر مواردی است که حتما در این نوع جوشکاری باید در نظر گرفته شود.
انواع روش های جوشکاری در زیر آب
جوشکاری زیر آب را با توجه به محیط اطراف جوشکاری به دو دسته جوشکاری خشک (Dry) و جوشکاری مرطوب (Wet) تقسیم بندی می کنند. برای انتخاب هر یک از این روش های جوشکاری لازم است تا موارد بسیاری مانند عمق آب و نوع آلیاژ قطعه در نظر گرفته شود. جالب است بدانید از زمان پیداش این شیوه جوشکاری تا کنون، تحقیقات زیادی در مورد جوشکاری زیر آب انجام شده و پیشرفت های بسیاری در نحوه انجام این شیوه جوشکاری صورت گرفته است.
انواع روش جوشکاری زیر آب
جوشكاری مرطوب
جوشكاری خشك
جوشکاری مرطوب چیست
منظور از جوشکاری مرطوب، جوشکاری زیر آب و در تماس مستقیم با رطوبت است.
انجام جوشکاری به این روش توسط نوعی الکترود مخصوص انجام میشود.
روند کار به صورت دستی و مانند جوشکاری بیرون از آب است.
جوشکار در انجام این جوشکاری آزادی عمل بالایی دارد.
به همین دلیل جوشکاری مرطوب یک جوشکاری کارآمد است که از نظر اقتصادی مقرون بصرفه میباشد.
منبع تغذیه این جوشکاری بر روی سطح قرار میگیرد و با استفاده از کابلهای مخصوص به جوشکار متصل میشود.
عملکرد جوشکاری مرطوب
پروسهی جوشکاری مرطوب در زیر آب طی مراحل زیر صورت میپذیرد:
قطعه کاری که قرار است جوش داده شود به یک طرف مدار الکتریکی متصل بوده و الکترود فلزی در طرف دیگر مدار.
این دوقسمت از مدار (الکترود و قطعه کار) کمی به یکدیگر نزدیک شده ولی بعد از مدتی از یکدیگر فاصله میگیرند.
در حین نزدیک شدن الکترود به قطعه کار، جریان الکتریکی وارد شکاف شده و باعث ایجاد یک جرقه الکتریکی پایستار میشود.
(قوس) باعث ذوب شدن فلز در آن ناحیه و شکل گرفتن حوضچه جوش میشود.
در این زمان، نوک الکترود ذوب شده و ذرههای کوچک فلز در حوضچه مذاب جمع میشود.
در طول این عمل، جریان مذابی، نوک الکترود را پوشش داده و روکش الکترود گاز محافظ را ایجاد میکند.
که موجب استحکام بخشیدن به قوس شده و از جریان فلز مذاب محافظت میکند.
قوس در یک منطقه حفره مانند ذوب میشود و جوش را پدیدار میسازد.
مزایای جوشکاری مرطوب
چند کاره بودن و داشتن هزینه کمتر در جوشکاری مرطوب باعث شده که میل و اشتیاق بیشتری به این روش وجود داشته باشد.
- برخورداری از سرعت مناسب در هنگام اجرای طرح از دیگر مزایای این روش است.
- در مقایسه با جوشکاری خشک هزینه کمتری دارد.
- در این روش جوشکار میتواند به قسمتهایی از سازههای فرا ساحلی دسترسی داشته باشد که با استفاده از روشهای دیگر قابل جوشکاری نیست.
- احتیاج به هیچ نوع محصورسازی نبوده و بنابراین زمانی نیز برای آن تلف نخواهد شد.
- تجهیزات و دستگاههای استاندارد مرسوم به آسانی قابل استفاده است.
- به وسایل زیادی هم برای انجام جوشکاری مورد نیاز نیست.
جوشکاری خشک
این نوع جوشکاری به دو روش انجام میشود.
اول اینکه جوشکار در محل جوش و در جای خشک میباشد و دوم اینکه فقط محل جوش و دستان جوشکار در تماس با آب نمیباشند.
در کل در این روش محل جوش در تماس مستقیم با آب قرار نمیگیرد.
در جوشکاری خشک منطقه جوشکاری باید توسط محفظه مناسب آببندی شود.
به همین دلیل یک اتاقک در اطراف سازهای که قرار است جوش داده شود قرار میگیرد.
این اتاقک با هوای فشرده و قابل تنفس پر شده و یک لوله رابط آن را به کشتی متصل میکند و وسایل مورد نیاز را برای آن میفرستد.
مزایای جوشکاری خشک
- ایمنی غواص
- جوشکاری در یک اتاقک صورت گرفته که موجب مصون ماندن جوشکار از جریانات میشود.
- کیفیت خوب جوش
- این روش توانایی ایجاد جوشهایی را دارد که حتی میتوان آن را با جوشهای موجود در فضای باز و در مجاورت هوا مقایسه کرد.
دلیل این امر این است که دیگر آبی وجود ندارد که بخواهد جوش را خاموش یا قطع کند.
نیز اینکه میزان هیدروژن تولیدی آن خیلی کمتر از جوشکاریهای مرطوب است.
- کنترل سطح آمادهسازی اتصال، هم ترازی لوله، بررسی آزمایش ضد مخرب و غیره به صورت عینی کنترل و تنظیم میشوند.
آزمون غیر مخرب (NDT) آزمون غیرمخرب برای محیط خشک جایگاه تسهیل شده است
نکات پایانی:
در پایان این توضیحات بهتر است به چند مسئله هم اشاره شود:
۱- در جوشکاری زیر آب از انواع فرایندهای جوشکاری قوسی با الکترود دستی (SMAW) یا جوش برق، جوشکاری قوسی با گاز محافظ (MIG/MAG و TIG)، جوشکاری قوسی با الکترود توپودری (FCAW)، جوشکاری قوس پلاسما، جوشکاری اصطکاکی، جوشکاری انفجاری، جوشکاری ترمیت و جوشکاری زانده ای استفاده شده است. البته فرایند جوشکاری قوسی با الکترود دستی بیشتر در جوشکاری مرطوب استفاده می شود و در جوشکاری خشک به دلیل پیشگیری از آلودگی محفظه با دود و گازهای ناشی از سوختن فلاکس الکترود معمولاً از آن استفاده نمی شود و بیشتر از فرایندهای MIG/MAG یا TIG استفاده می شود.
۲- به دلیل بالاتر بودن سرعت سرد شدن جوش در آب نسبت به هوا، جنس فلز جوش در جوشکاری مرطوب باید حساسیت کمتری نسبت به حفره انقباضی و سخت شدن در اثر سریع سرد شدن داشته باشد. بنابراین معمولاً فولادهای کربنی در زیر آب جوشکاری می شود، هر چند که فولادهای کم آلیاژ، فولادهای زنگ نزن آستنیتی و برخی آلیاژهای دیگر را هم می توان جوشکار ینمود.
۳- مقاومت کششی جوش های زیر آب حدود ۸۰% و ازدیاد طول آن ها نیز حدود ۵۰% جوش های معمولی در هوا است.
۴- فشار یا عمق آب از پارامترهای موثر بر متالورژی و سلامت جوش و همچنین سلامت جوشکار است. با توجه به نوع کاربری این نوشته، اشاره ای به متالورژی جوش های زیر آب نمی کنیم ولی بد نیست این نوشته را با مطلبی از مصاحبه ی آقای حسین جنگجو رئیس واحد تعمیرات زیر آب شرکت نفت فلات قاره در سال ۹۴ به پایان برسانیم. آقای جنگجو در آن تاریخ با سابقه ی ۳۰ ساله در دریا و کار زیر آب به عنوان غواص صنعتی و جوشکار زیر آب، دید بسیار خوبی از سختی های جوشکاری در زیر آب ارائه می دهد. بخشی از این مصاحبه، را در ادامه ی مطلب می خوانید:
“یک غواص برای شنا در عمق بیشتر از ۵۰ متر معمولاً از کپسولهای ۱۰ تا ۱۲ لیتری مقاوم در برابر فشار آب استفاده میکند که البته آن میزان اکسیژن کمتر از ۲۰ دقیقه جواب میدهد ولی اگر بخواهند زمان بیشتری را برای فعالیت در عمق زیاد اختصاص دهند، باید از اتاقک مخصوصی استفاده کنند که استفاده از آن هم شرایط خاص خودش را دارد. فشار در عمق دریا بسیار زیاد است، وقتی کسی در عمق کمتر از ۱۰ متر در آب قرار میگیرد در واقع فشاری برابر ۲ اتمسفر را تحمل میکند. یک اتمسفر به ازای ۱۰ متر ستون آب و ۱ اتمسفر به ازای فشار هوای بالای سطح آب. با این حساب با توجه به اینکه هر ۱۰ متر در آب یک اتمسفر فشار دارد، بنابراین غواصی که در عمق ۴۰ متری شنا میکند، ۵ اتمسفر فشار را تحمل میکند.
برای روشن شدن این مسأله باید مثالی بزنم: غواصی که در عمق ۵۰ متر شنا میکند، نمی تواند برای بازگشت به سطح آب سریع به سوی بالا شنا کند زیرا فشار آب، بدن غواص را از داخل نابود میکند. بنابراین شناگر باید به عمق ۴۰ متری بیاید و چند دقیقهای در این عمق بماند تا نیتروژن خونش تخلیه شود، سپس دوباره در عمق ۷-۶ متری سطح آب ۱۰ تا ۱۲ دقیقه ای شنا کند و بعد از عادی شدن وضعیت فشاری به سطح آب برسد.
غواصان گاهی برای ترمیم و تعمیر تأسیسات یا فعالیتی که در اعماق بیش از ۵۰ متر صورت بگیرد باید ساعت ها و حتی روزها زیرآب باقی بمانند. بنابراین برای افزایش ایمنی و مقرون به صرفه بودن عملیات، از محفظهای شبیه به اتاقک استفاده میکنند که توسط جرثقیل از روی عرشه به عمق مورد نظر منتقل میشود. اکسیژن این اتاقک از شناور تأمین میشود. غواص وقتی کارش به پایان میرسد بالا کشیده میشود و اتاقک به محفظهای بزرگ تر که ایزوله است و فشارش با فشار اتاقک یکسان است، منتقل میشود. در این محفظه ی بزرگ امکاناتی همچون تختخواب، غذا و حمام وجود دارد تا غواص با استراحت مناسب برای کار در روز بعد آمادگی داشته باشد.