
اینکونل (Inconel) نامی آشنا در صنایع پیشرفته است؛ خانوادهای از سوپرآلیاژهای پایه نیکل-کروم که جایی استفاده میشوند که مواد معمولی تاب نمیآورند. اگر با چالشهای دماهای فوقالعاده بالا، محیطهای به شدت خورنده و فشارهای مهیب روبرو هستید، این مقاله راهنمای جامعی برای شناخت و کار با این ماده شگفتانگیز، به ویژه در فرآیند حیاتی جوشکاری، ارائه میدهد.
اینکونل دقیقاً چیست و چرا منحصر به فرد است؟
اینکونل یک آلیاژ محلول جامد بیننشین نیکل-کروم است که برای اولین بار در سال ۱۹۴۰ در انگلستان توسعه یافت. وجه تمایز اصلی آن، تشکیل یک لایه اکسیدی محافظ، پایدار و غیرفعال روی سطح در مواجهه با حرارت است. این لایه مانند یک سد، از خوردگی بیشتر فلز پایه در محیطهای агрессив و دمای بالا جلوگیری میکند.
این خاصیت، همراه با حفظ استحکام در محدوده وسیعی از دماها (از دمای کرایوژنیک تا حدود ۱۱۰۰ درجه سانتیگراد)، اینکونل را به انتخابی اجباری در کاربردهایی تبدیل کرده که آلومینیوم یا فولادهای زنگنزن به دلیل پدیده خزش (Creep) مقاومت خود را از دست میدهند. خزش، تغییر شکل تدریجی و دائم ماده تحت تنش و دمای بالا است.
نگاهی به خانواده پرتنوع اینکونل: انتخاب گرید مناسب
اینکونل یک آلیاژ واحد نیست، بلکه یک خانواده بزرگ با گریدهای مختلف است که هرکدام برای چالش خاصی بهینهسازی شدهاند. انتخاب صحیح گرید، نخستین و مهمترین قدم موفقیت است.
جدول ۱: مقایسه گریدهای پرکاربرد اینکونل و کاربردهای کلیدی آنها
نکته کاربردی: برای محیطهای کلریدی شدید (مانند آب دریا) یا اسیدی، اینکونل ۶۲۵ به دلیل محتوای مولیبدن و نایوبیوم اغلب بهترین انتخاب است. برای کاربردهای هوافضا با نیاز به استحکام مکانیکی بسیار بالا، اینکونل ۷۱۸ گزینه غالب است.
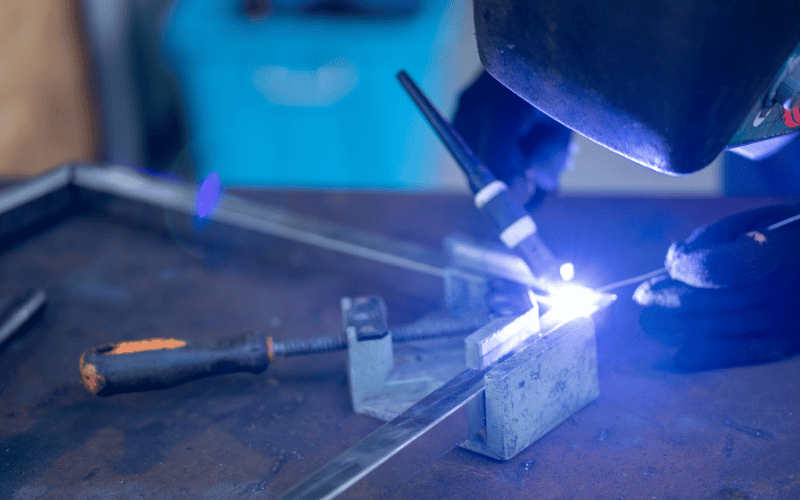
قلب چالش: جوشکاری اینکونل
جوشکاری اینکونل به دلیل تمایل بالا به ترک خوردن، نیازمند دانش، دقت و انتخاب دقیق روش و مواد مصرفی است. چالشهای اصلی عبارتند از:
- ترکهای انجمادی و ذوبی در ناحیه متأثر از حرارت (HAZ) و فلز جوش.
- حساسیت به آلودگی (به ویژه گوگرد، سرب، فسفر) که باعث شکست دانهها میشود.
- کارسختی سریع در حین عملیات مکانیکی.
- هدایت حرارتی پایین که منجر به تمرکز حرارت و اعوجاج میشود.
روشهای جوشکاری توصیهشده
- جوشکاری قوس تنگستن با گاز محافظ (GTAW/TIG): این روش برای بیشتر گریدها و به ویژه برای ورقهای نازک و پاس ریشه ایدهال است. استفاده از گاز محافظ آرگون با خلوص بالا (حداقل ۹۹.۹۵٪) ضروری است. تحقیقات نشان میدهد کاهش حرارت ورودی در این روش، حساسیت به ترک را کاهش میدهد.
- جوشکاری پرتو الکترونی (EBW): این روش حرارت ورودی متمرکز و کم، ناحیه متأثر از حرارت باریک و عمق نفوذ بالایی ایجاد میکند. جوشکاری در محیط خلأ از آلودگی جلوگیری کرده و برای اتصالات بحرانی بسیار مناسب است.
- جوشکاری لیزر: مشابه پرتو الکترونی، حرارت ورودی پایین و کنترلشده دارد و برای کاهش ترکهای ذوبی در ناحیه HAZ مؤثر است. برای گریدهایی مانند ۷۱۳LC بسیار مناسب گزارش شده است.
انتخاب ماده پرکننده (فیلر یا الکترود)
استفاده از فیلر با ترکیب شیمیایی مشابه یا برتر از فلز پایه کلید موفقیت است. برای مثال:
- برای جوشکاری اینکونل ۶۲۵ از فیلر ERNiCrMo-3 (مانند OK Tigrod NiCrMo-3) استفاده میشود که استحکام کششی حدود ۷۸۰ مگاپاسکال و مقاومت ضربهای عالی حتی در دمای ۱۹۶- درجه سانتیگراد ارائه میدهد.
- برای جوشکاری اینکونل ۷۱۸، فیلر ERNiFeCr-2 گزینه معمول است.
توصیه ایمنی: همیشه از برس استنلس استیل تمیز و اختصاصی و حلالهای مناسب (مانند استون) برای تمیزکاری قبل از جوشکاری استفاده کنید. هرگز از برس یا ابزار آلوده به فولادهای کربنی استفاده نکنید.
آمادهسازی و عملیات حرارتی
- پیشگرمایش: برای اکثر گریدهای پیرسختیشونده (مانند ۷۱۸) و مقاطع ضخیم، پیشگرمایش بین ۷۰۰ تا ۱۰۰۰ درجه فارنهایت (۳۷۰ تا ۵۴۰ درجه سانتیگراد) برای کاهش تنشهای حرارتی توصیه میشود.
- پسگرمایش: انجام عملیات حرارتی تنشزدایی بلافاصله پس از جوشکاری، برای جلوگیری از ترکهای ناشی از تنشهای پسماند حیاتی است.
جمعبندی و سخن پایانی
آلیاژهای اینکونل، مهندسی را به حد نهایی میبرند و امکان ساخت و تعمیر تجهیزاتی را فراهم میکنند که در قلب سختترین فرآیندهای صنعتی جهان میتپند. موفقیت در کار با این سوپرآلیاژها در گرو درک سه اصل است:
- شناسایی دقیق نیازها و انتخاب گرید بهینه.
- احترام به ذات چالشبرانگیز این مواد و رعایت وسواسگونه پروتکلهای جوشکاری، از تمیزکاری تا عملیات حرارتی.
- استفاده از روشهای جوشکاری پیشرفته (مانند TIG کنترلشده، پرتو الکترونی یا لیزر) و مواد مصرفی با کیفیت و سازگار.
با رعایت این اصول، میتوان به اتصالاتی قوی، بادوام و مطمئن دست یافت که در سختترین شرایط نیز عملکرد خود را حفظ کنند.